+86 13732487012
罗经理(微信同号)
www.hhlboard.com
1688店铺
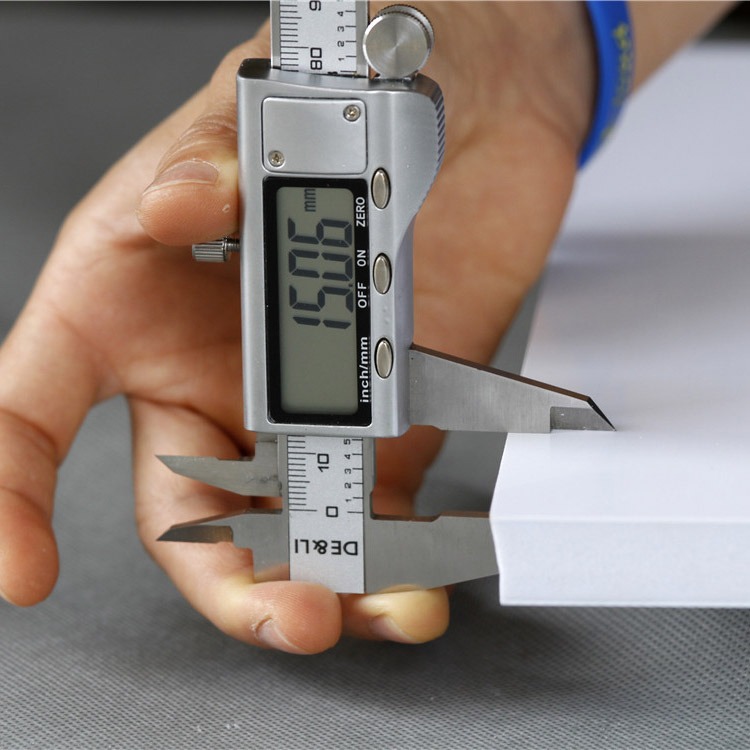
PVC发泡板凭借轻质、防水、阻燃、易加工的特性,成为替代木材、铝塑板的理想材料。但您是否好奇:一块厚度可达30mm、内部结构均匀、表面平整的PVC发泡板,究竟是如何从粉末状原料变成成品的?今天,我们将带您走进生产车间,拆解我们“直排直出”的标准化生产流程,揭秘我们如何通过精密的温控与定型系统,确保每一张出厂的板材(密度0.4-1.2g/cm³)都具备卓越的物理性能。
PVC发泡板的核心原料包括PVC树脂、轻质碳酸钙、发泡剂、稳定剂等。原料的混合不仅仅是搅拌,更是一个物理化学反应的过程。我们采用行业标准的“热混+冷混”工艺:● 热混(高速混合):将原料投入高速热混机,在摩擦热和外部加热的共同作用下(通常达到120℃左右),原料颗粒表面开始塑化,助剂被树脂充分吸收,形成均匀的“干粉料”。● 冷混(冷却混合):热混后的物料立即进入冷混机,迅速冷却至40℃-50℃。这一步至关重要,它能防止物料因高温降解,并消除物料中的水分和挥发物,确保进入挤出机时物料处于最佳的“干流状态”。
混合好的粉料通过自动上料机进入螺杆挤出机。这是我们生产线的“心脏”。● 塑化与发泡:物料在螺杆的剪切、压缩和加热作用下熔融塑化。此时,发泡剂在高温高压下分解产生气体,气体被包裹在熔融的PVC基体中。● 精密温控:我们的主机配备了多段独立温控系统。不同区段的温度控制直接决定了熔体的流动性和发泡倍率。对于生产密度在0.4-1.2g/cm³的板材,温度的精准控制是保证板材“结皮”质量(表面硬度)和“芯层”发泡均匀性的关键。
熔融的PVC物料通过宽幅模具挤出,形成板坯。与薄板生产不同,我们的中厚板(3-30mm)生产采用的是长距离平台式冷却定型工艺。● 模具挤出:板坯从模具口挤出时,内部的气体膨胀,形成微孔结构。模具的流道设计决定了板材的横向厚度均匀性。● 冷却定型台:挤出的高温板坯立即进入长达数节的平面冷却定型台。在这里,板材在受控的温度下缓慢冷却,逐步固化。这种“缓冷”工艺能有效释放板材内部应力,防止板材因冷却过快而产生翘曲或内裂,确保3米长的大板也能保持极高的平整度● 冷却架辅助:经过定型台的初步固化后,板材进入冷却架进行最终的降温,确保板材完全硬化,为后续的牵引做好准备
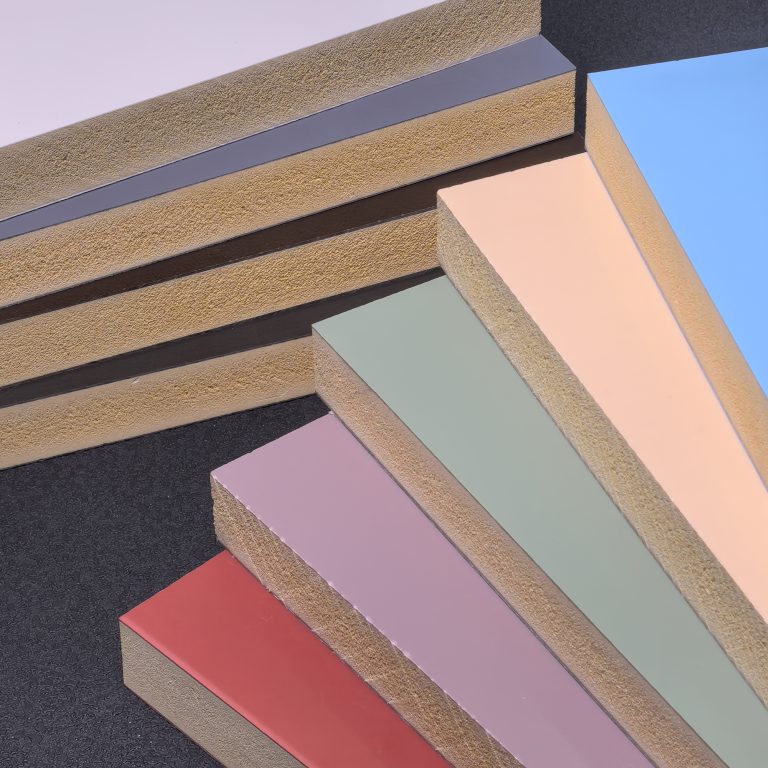
完全固化的板材通过平面牵引辊平稳送出。● 表面处理(可选):根据客户需求,我们可以在牵引段增加压纹辊或覆膜机。压纹可以赋予板材木纹、皮纹等装饰效果;覆膜(通常是透明PE保护膜)则能防止板材在运输和加工过程中表面被划伤。● 自动切割:板材通过在线切割锯,按照设定的长度(如1220mm、2440mm或定制尺寸)进行精准裁切。我们的切割系统精度高,切口平整,无毛刺。● 自动抬板:裁切好的成品板材由自动抬板机整齐堆垛,准备打包入库。
从粉末到板材,每一个环节的精打细算,造就了PVC发泡板的优异性能。我们坚持采用直排直出工艺,虽然设备投入大、工艺控制难,但换来的是板材更稳定的物理性能、更均匀的密度分布和更优异的加工适应性。无论是广告字的精细雕刻,还是家具板的无缝焊接,优质的基材都是成功的关键。我们致力于通过不断优化的生产工艺,为您探求PVC板材的无限可能。
纹理随心丨视觉逼真丨高端装饰与品牌展示的...阅读更多
表里双色丨一体成型丨兼具美学层次与加工性...阅读更多
环保风暴下的抉择: &nbs...阅读更多
强防滑丨抗碾压丨历久新 PVC舞台板 获...阅读更多
零醛环保丨防水耐磨丨替代瓷砖与木地板的地...阅读更多
免漆饰面丨耐撞耐磨丨无甲醛释放 PVC防...阅读更多
揭秘PVC发泡板生产线: &...阅读更多
免漆饰面丨防水防霉丨环保无醛 PVC贴膜...阅读更多
无需刷漆丨无需防腐丨无甲醛释放 PVC花...阅读更多
结皮发泡工艺的“皮肤”修炼术: &nbs...阅读更多
PVC发泡板密度与硬度全解析: &nbs...阅读更多
拒绝“野蛮装卸”: &nbs...阅读更多
环保无毒丨零维护成本丨替代防腐木的首选方...阅读更多
色彩一体丨耐候美观丨广告标识与创意装饰的...阅读更多
超强握钉丨稳固耐用丨高端建筑与家具的坚实...阅读更多
表层高硬丨防水防霉丨长效抗老化的建材首选...阅读更多
从托盘到集装箱:  ...阅读更多
尺寸偏差0.5mm也是废品?  ...阅读更多
拒绝“脆皮”板材: &nbs...阅读更多
防水防虫丨耐候抗晒丨无惧风雨 PVC广告...阅读更多

.png)
.png)





-768x768.jpg)





.jpg)

-768x768.jpg)