+86 13732487012
罗经理(微信同号)
www.hhlboard.com
1688店铺
然而,在我们的生产与质检体系中,哪怕是0.5毫米的厚度偏差,也可能直接导致一批产品沦为“废品”。 作为探求PVC板材无限可能的综合性平台,我们深知:精准的尺寸不仅是物理指标,更是决定下游加工良率与终端交付效果的生命线。
●CNC雕刻的灾难:当板材厚薄不均时,数控雕刻机的刀具下刀深度将失去基准。原本设计好的3D浮雕可能在一侧被削穿,而在另一侧却未能成型;切割边缘也会出现参差不齐的台阶,严重破坏成品的美观度。
●拼接与组装的隐患:在建筑模板、隔断安装或家具拼板过程中,几块板材如果存在累积的厚度公差,会导致接缝处出现明显的落差或缝隙。这不仅影响视觉平整度,还会导致胶水涂抹不均,进而引发脱胶、起鼓等结构性问题。
要控制公差,首先要理解波动的根源。PVC发泡板的生产是一个高温熔融、挤出定型再到冷却收缩的复杂过程。由于高分子材料本身具有热胀冷缩的物理特性,在离开模具口模后,板材内部残留的热应力释放以及牵引速度的微小变化,都会导致板材在冷却阶段发生不可控的收缩变形。此外,若模具唇口的温度分布不均,也会造成板材横向(左右方向)出现中间厚、两边薄的现象。普通工厂往往缺乏对这些变量的精细把控,导致出厂板材厚度忽高忽低。
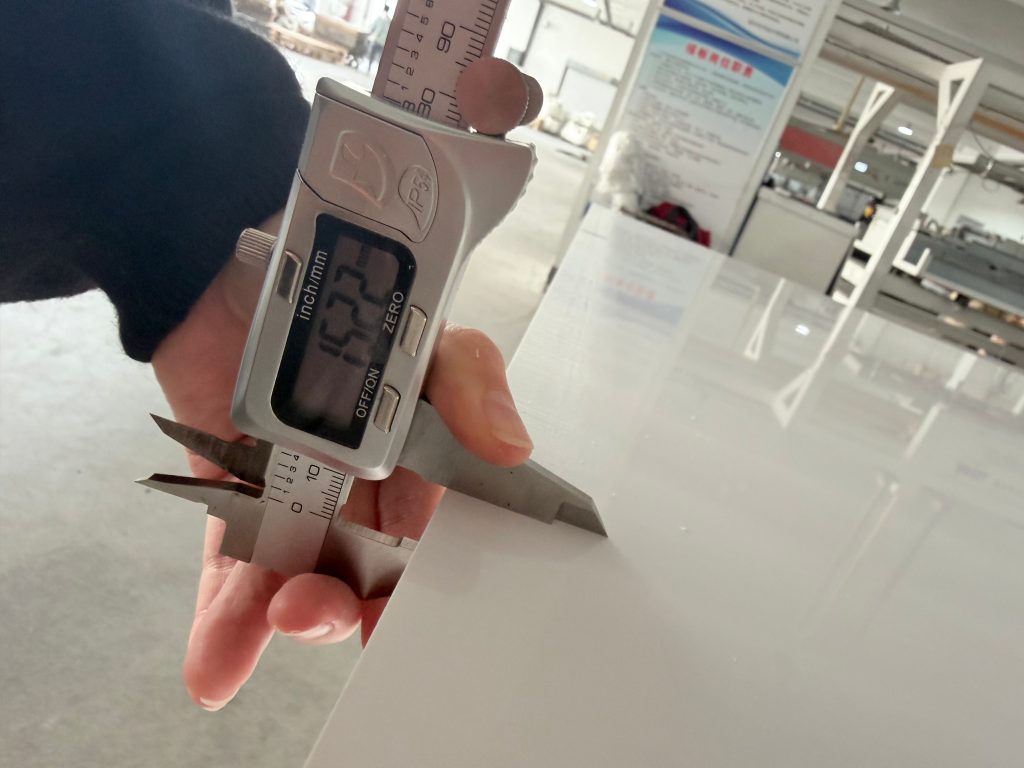
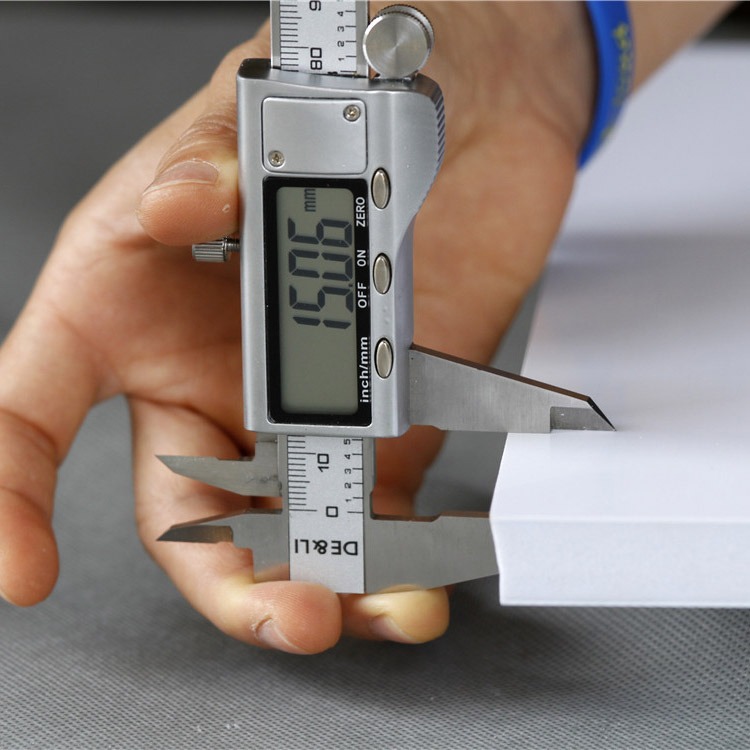
1.高频次的千分尺抽检机制:在我们的生产线旁,机长每隔固定的时间(如每15分钟),就会从板材的左、中、右三个位置截取样本,使用高精度数显千分尺进行多点测量。这种“地毯式”的检测方式,能够比单一维度的自动扫描更真实地反映整张板材的平面度与厚度均匀性。
2.凭经验动态调整模唇间隙:当检测到板材出现“中间厚、两边薄”或整体偏厚的趋势时,我们的机长会凭借多年的实操经验,迅速对挤出机头模唇的螺栓进行微米级的弹性微调。这种基于实时手感与数据反馈的精准干预,能确保物料在模具内的流动始终保持平衡,有效消除局部厚度不均的缺陷。
3.严格匹配牵引速度与挤出量:机长会时刻监控主机的电流负荷与出料状态,通过手动微调牵引速度,使其与物料的挤出量达到完美契合。稳定的牵引力避免了因拉伸过度导致的板材变薄,或因堆积造成的厚度超标,从而保证了整卷/整批板材极高的厚度一致性。
拒绝“野蛮装卸”: &nbs...阅读更多
PVC发泡板密度与硬度全解析: &nbs...阅读更多
拒绝“脆皮”板材: &nbs...阅读更多
环保风暴下的抉择: &nbs...阅读更多
从托盘到集装箱:  ...阅读更多
揭秘PVC发泡板生产线: &...阅读更多
从图纸到成品: ...阅读更多
尺寸偏差0.5mm也是废品?  ...阅读更多
表面处理的无限可能: &nb...阅读更多
结皮发泡工艺的“皮肤”修炼术: &nbs...阅读更多
.png)








